









注塑模具冷料穴设计规范
注塑模具冷料穴是为储存因熔体与低温模具接触而在料流前钱产生的冷料而设置的,良好的冷料穴设计,可以有效的避免当冷料如果进入型腔将减慢熔体填充速度,最终影响塑料模具制品的成型质量。冷料穴一般设计在主流道的末端,分流道较长时,也应该在分流道末端布置冷料穴。
一:注塑模具冷料穴设计原则
常规情况下,主流道冷料穴圆柱体的直径为5-6毫米,深度为5-6毫米,对于大型塑料模具制品,冷料穴的尺寸可适当加大。
二:注塑模具冷料穴设计分类
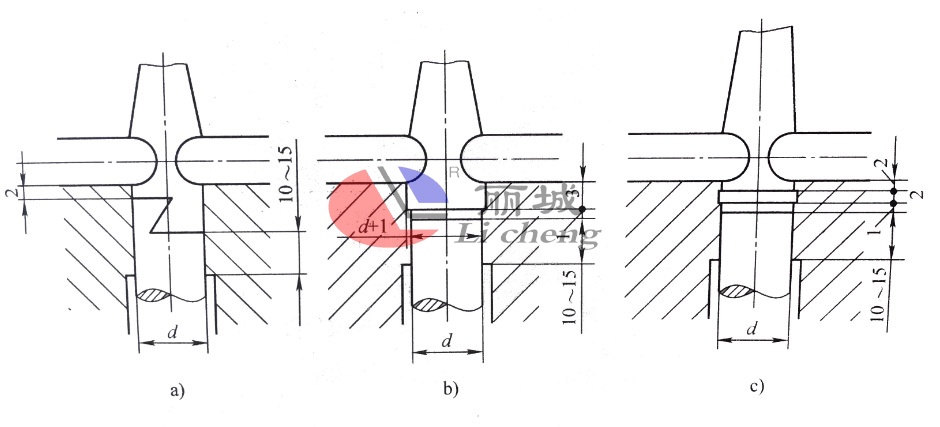
1.底部带推杆的冷料穴,由于加工方便,应用较为广泛。
2.推板推出的冷料穴,这种拉料杆冷料穴专用于塑料模具制品以推板或推块脱模的注塑模具中。
3.无拉料杆的冷料穴,对于具有垂直分型面的注塑模具(一般指两边抽芯的哈夫模),冷料穴设计于左右两半模的接触面上,开模时分型面左右分开,塑料模具制品与前锋冷料一起拔出,冷料穴不必设置拉料杆。
4.分流道冷料穴设计,一般采用两种形式,一是将冷料穴坐在动模的深度方向,二是将分流道在分型面上延伸成为冷料穴。
请广大客户注意:
由于本公司各规格尺寸已有塑料模具数量已达3000种之多,所以如果您没有在网站中找到合适的产品,可以查看丽臣塑业的电子画册,主要分为高铁和市政专用!如果您希望以最短的时间内找到您想要的产品,请拨打丽臣热线:0573-82606007
丽臣塑业主营产品:现浇塑料模板,六角护坡模具、高铁水泥护栏模具、沟盖板模具、路沿石模具、彩砖模具、井盖模具等一系列水泥制品塑料、钢模具及配套的机械设备配件等,如条纹砖条纹机、脱模机、高铁护栏离心机、加料机等。


上一篇: 塑料模具加工中注塑模浇口设计要点
下一篇: 塑料模具制造中注塑模的拉料杆设计规范
相关推荐

